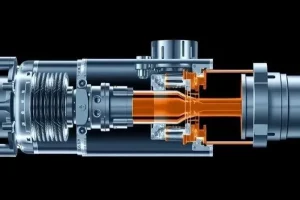
Подшипник внутри маховика
Маховик относится к нескольким системам автомобиля, так как решает различные задачи:
- при запуске двигателя зацепляется бендиксом стартера, раскручивается для накопления кинетической энергии, проворачивает коленвал на начальном этапе;
- затем массивная деталь, опять же за счет аккумулированной кинетической энергии прокручивает вал из мертвых точек поршня;
- маховик компенсирует рывки и неравномерные угловые скорости коленвала в разные отрезки времени цикла воспламенения топлива;
- центрирующий подшипник маховика повышает ресурс первичного вала коробки передач, который периодически входит внутрь обоймы при выжиме сцепления.
Назначение маховика
Назначение подшипника внутри маховика
Зачем нужен?
Вращение в системе трансмиссии передается с вала ДВС на колеса через коробку КПП с помощью диска и корзины сцепления, крепящихся на маховик. Схема, в принципе, не сложная, однако элементы сцепления вынесены из коробки передач, подвергая первичный вал интенсивному износу.
Для снижения дисбаланса используется кинематическая схема:
- внутрь маховика впрессовывается с небольшим усилием игольчатый подшипник;
- в момент сцепления диска с корзиной первичный вал изменяет пространственное положение – выходит на несколько миллиметров из коробки в сторону коленвала и маховика, закрепленного на нем, соответственно.
Конструкторы посчитали, что этого поступательного движения вполне достаточно, чтобы свободный конец первичного вала КПП вошел внутрь обоймы подшипника без особых усилий, получил дополнительную временную опору вращения.
Даже при незначительных нагрузках подшипник не может иметь вечного ресурса, поэтому требуется периодическая замена расходника. Основной проблемой для пользователя становится, как вытащить игольчатый подшипник, не снимая сам маховик:
- при демонтаже производители рекомендуют заменить крепежные болты;
- перед снятием маховика нужно ставить метки;
- после установки детали обратно желательно балансировать коленвал в сборе на динамическом стенде.
Замена опоры качения
Все эти операции резко повышают бюджет ремонта ДВС, простая замена подшипника оборачивается частичной разборкой КПП, двигателя и сцепления.
Ставить или нет при замене?
Неисправность опоры вращения пользователь чаще всего определяет на слух при появлении стороннего скрежета. После разборки обнаруживается подшипник внутри маховика, а информация о его назначении, маркировке и размерах отсутствует в мануале и на форумах.
Кроме того, у знакомого или соседа по гаражу подобной детали попросту нет, поэтому возникают сомнения, так ли уж необходим этот «расходник» двигателю и коробке КПП. После продолжительных поисков в Интернете и магазинах города возможны несколько вариантов:
- расходник выписывается по каталогу, приходит через 7 – 14 дней, производится выпрессовка народными способами и замена подшипника;
- снимается маховик, опора качения выбивается с противоположной стороны молотком, пользователь не может найти подшипник, частично реставрирует старый, набивает его смазкой и устанавливает на место;
- по советам коллег маховик монтируется без подшипника на свой страх и риск.
Съемник винтовой и ударный
Два подшипника на примере Форд Транзит выпуска 1987 – 2000
На форумах встречается информация по модернизации узла «подшипник внутри маховика». Например, на Фордах модификации Транзит, еще 87 – 00 годов выпуска, подшипник имелся в данном механизме сцепления/маховика/КПП.
Учитывая пробег этих иномарок, опытные пользователи вытаскивают выработавший ресурс подшипник, а вместо одного расходника устанавливают сразу два, друг за другом, мотивируя это следующими доводами:
- при солидном износе проточки первичного вала эффективность дополнительной опоры вращения полностью теряет смысл;
- дальний подшипник в данном случае остается не рабочим, служит обычной втулкой;
- ближний к первичному валу коробки подшипник является рабочим, немного выступает из плоскости маховика, обеспечивает надежное опирание первичного вала при включении сцепления.
Два подшипника порядной установки для Форд Транзит
Таким образом, бюджет ремонта увеличивается вдвое, но первичный вал и вся коробка передач служат дольше.
https://youtube.com/watch?v=79Yfp4IcifM
https://youtube.com/watch?v=RXw-QRlpEnA
Детали кривошипно-шатунного механизма
а — V- образного карбюраторного двигателя; 6 — V-образного дизельного двигателя; в — соединение головки блока цилиндров, гильзы и блока цилиндров двигателя KaМA3-740; 1- крышка блока распределительных зубчатых колес; 2 — прокладка головки блока цилиндров; 3 — камера сгорания, 4 — головка блока цилиндров, 5 — гильза цилиндра; 6 и 19 — уплотнительные кольца, 7 — блок цилиндров; 8 — резиновая прокладка; 9 — головка блока цилиндров; 10 -прокладка крышки; 11 — крышка головки блоки цилиндров; 12 и 13 — болты крепления крышки и головки блока цилиндров; 14 — патрубок выпускного коллектора; 15 — болт-стяжка; 16 — крышка коренного подшипника: 17 — болт крепления крышки коренного подшипника; 17 — стопорное кольцо: 20 — стальная прокладка головки блока цилиндров.
Блок картер
Блок-картер отливают из легированного чугуна или алюминиевых сплавов.Блок-картер разделен на дне части горизонтальной перегородкой. В нижней части в вертикальных перегородках имеются разъемные отверстия крепления коленчатого вала, в верхней гильзы цилиндров. Блок-картер может быть отлит вместе с цилиндрами («сухие» гильзы), либо иметь вставные сменные гильзы, непосредственно омываемые охлаждающей жидкостью, так называемые «мокрые» гильзы. Также в блок-картере выполнены гладкие отверстия пол коренные опоры распределительного вала, под толкатели ГРМ, имеются гладкие и резьбовые отверстия и припадочные поверхности крепления деталей и приборов.
Гильзы цилиндров
Гильзы цилиндров являются направляющими для поршня и вместе с головкой образуют полость, в которой осуществляется рабочий ЦИКЛ, Изготовляют гильзы литьем из специального чугуна. На наружной поверхности имеется одна или две посадочные поверхности крепления гильзы в блоке цилиндров. Внутреннюю поверхность цилиндра подвергают закалке с нагревом ТВЧ и тщательно обрабатывают, получая «зеркальную» поверхность.
Верхняя часть цилиндра наиболее нагружена, так как здесь происходит сгорание рабочей смеси, сопровождаемое резким повышением давления и температуры. Кроме того, в этой зоне происходит перекладка поршня, сопровождаемая ударными нагрузками на стенки цилиндра. Для повышения износостойкости верхней част цилиндров в карбюраторных двигателях (ЗМЗ-53 и ЗИЛ-508.10) применяют пеганки из специального износостойкого чугуна» запрессованные в верхней части цилиндра. Толщина вставки 2—4 мм. высота 40—50 мм. используемый материал — аустенитный чугун.
«Мокрые» гильзы могут быть установлены в блок-картер с центровкой по одному или двум поясам. Первый способ применяется для постановки гильзы в алюминиевые, в юрой — в чугунные блоки. Для уплотнения нижнего центрирующего пояска «мокрых» гильз применяют резиновые кольца гильзы с центровкой по одному нижнему поясу уплотняются одной медной прокладкой под горне нон плоскостью буртика.
Головка блока
Головка блока цилиндров закрывает цилиндры и образует верхнюю часть рабочей полости двигателя, в ней частично или полностью размещаются камеры сгорания. Головки блока цилиндров отливают из легированного серого чугуна или алюминисвого сплава. Чаще всего они являются общими для всех цилиндров, образующих ряд. В головках блока цилиндров разметаются гнезда и направляющие втулки клапанов, впускные и выпускные каналы. Их внутренние полости образуют рубашку для охлаждающей жидкости. В верхней части имеются опорные площадки для крепления деталей клапанного механизма, В конструкциях с верхним расположением распределительного вала предусмотрены соответствующих опоры. Для уплотнения стыка головки блока цилиндров и блока цилиндров применяю) сталеасбестовую уплотняющую прокладку, предотвращающую прорыв газов наружу и исключающую проникновение охлаждающей жидкости и масла в цилиндры. В двигателях послушного охлаждения головки блока цилиндров делают ребренными. Причем ребра располагают по движению потока охлаждающего воздуха. Так, чтобы обеспечивался более эффективный теплоотвод.
Поддон картера
Поддон картера закрывает KШМ снизу и одновременно является резервуаром для масла. Поддоны изготовляют штамповкой из листовой стали или отливают из алюминиевых сплавов. Внутри поддонов могут выполняться лотки и перегородки, препятствующие перемещению и взбалтыванию масла при лвижении автомобиля по неровным дорогам, Привалочная поверхность, стыкующаяся с блок-картером, имеет от-бортовку металла и усиливается для придания жесткости стальной полосой, приваренной по периметру. В нижней точке поддона приваривается бобышка с резьбовым отверстием, которое закрывают пробкой с магнитом для улавливания металлических продуктов износа, образующихся вследствие изнашивания двигателя.
Средний коренной подшипник
Средний коренной подшипник при одинаково направленных смежных коленах имеет наибольшую нагрузку, так как он должен одновременно воспринимать инерционные нагрузки от обоих колен вала. Поэтому износ такого подшипника является наиболее интенсивным. Конструкция этого подшипника должна быть усиленной, что достигается увеличением его длины по сравнению с длиной других коренных подшипников.
Проверку производят по шейке среднего коренного подшипника, а устранение прогиба — под прессом.
В двигателе автомобиля Москвич упорным подшипником является средний коренной подшипник. Осевой зазор между шейкой коленчатого вала и вкладышем среднего коренного подшипника допускается в пределах 0 099 — 0 225 мм. Торец переднего подшипника со стороны распределительной шестерни должен быть в одной плоскости с торцом блока. Момент затяжки болтов крышек коренных подшипников составляет: переднего 9 7 — 10 5 кгм; среднего и заднего 9 0 — 9 7 кем.
Работу коленчатого вала с прогибом, повышенный износ средних коренных подшипников иногда пытаются объяснить деформацией блока цилиндра в процессе старения, в результате чего нарушается соосность подшипников, и как следствие — неравномерный износ шеек и подшипников коленчатого вала, поломка коленчатых валов. Средние коренные подшипники расположены ниже крайних не более 0 03 мм, в то время как разница между износами средних и крайних шеек и подшипников составляет в большинстве случаев 0 15 мм.
При втором эксплуатационном ремонте рекомендуется производить также смену вкладышей двух средних коренных подшипников, которые воспринимают большие нагрузки, чем крайние коренные подшипники, и поэтому изнашиваются больше.
| Разборка двигателя-снятие масляного насоса. |
Укладывают в коренные подшипники коленчатый вал и вставляют в гнезда среднего коренного подшипника упорные полукольца канавками ( с этой стороны находится антифрикционный слой) в сторону упорных поверхностей коленчатого вала.
| Масляный насос. |
Маслозаборник крепят к корпусу насоса накидной гайкой и к крышке среднего коренного подшипника двумя болтами.
Установить коленчатый вал, при этом: смазать вкладыши маслом для двигателя; уложить в гнездо среднего коренного подшипника и в его крышку вкладыши без выточки на внутренней поверхности, а затем вкладыши с выточкой на внутренней поверхности — в гнезда остальных коренных подшипников и их крышек; уложить в коренные подшипники коленчатый вал с установленным в заднем конце подшипником ведущего вала коробки передач; вставить в гнезда задней опоры два упорных полукольца, направляя их выемками к упорным поверхностям коленчатого вала; установить крышки коренных подшипников в соответствии с метками ( рис. 85) так, чтобы метки на крышках находились с правой стороны двигателя ( сторона установки генератора и стартера); затянуть болты крышек; установить на блок цилиндров магнитную подставку А.
| Наиболее распространенный порядок работы цилиндров. |
В многоцилиндровых однорядных двигателях воспламенение рабочей смеси всегда должно чередоваться между цилиндрами, расположенными по обе стороны среднего коренного подшипника коленчатого вала. При этом условии нагрузка на отдельные участки коленчатого вала и коренные подшипники более равномерна.
И — ведущая шестерня топливного насоса, 15 — ведомая шестерня распределительного вала; / S — распределительный вал; 17 — маслоуказатель; — 18 — крышка среднего коренного подшипника; 19 — крышка упорного подшипника.
При обезличенном ремонте двигателей надо следить за тем, чтобы крышки шатунов не раскомплектовывались с шатунами; крышки коренных подшипников одного двигателя не ставились на другой, а крышки средних коренных подшипников не менялись местами в пределах одного блока, так как крышки шатунов обрабатываются совместно с шатунами, а крышки коренных подшипников — с блоками и поэтому не взаимозаменяемы. С этой целью шатуны и их крышки при сборке на заводе клеймятся ( на бобышках под болты) порядковым номером шатунной шейки, с которой они соединяются, а крышки средних — коренных подшипников — порядковым номером коренной шейки или буквами, которые выбиваются на торце крышки и на нижней полости блока вблизи замка крышки.
Работу коленчатого вала с прогибом, повышенный износ средних коренных подшипников иногда пытаются объяснить деформацией блока цилиндра в процессе старения, в результате чего нарушается соосность подшипников, и как следствие — неравномерный износ шеек и подшипников коленчатого вала, поломка коленчатых валов. Средние коренные подшипники расположены ниже крайних не более 0 03 мм, в то время как разница между износами средних и крайних шеек и подшипников составляет в большинстве случаев 0 15 мм.
Коленчатый вал на заказ в компании Феррополис
Компания “Феррополис” – одно из ведущих предприятий в сфере металлообработки. Мы имеем все необходимое оборудование для изготовления коленвалов.
Вся наша продукция соответствует государственным и отраслевым стандартам. Индивидуальные заказы соответствуют чертежам.
Стоимость изготовления коленвала в “Феррополис” зависит от ряда факторов:
- Типа изделия (для какого двигателя используется);
- Материала изготовления;
- Наличия образца, чертежей или прототипа;
- Количества деталей и срока изготовления.
Мы учтем все тонкости заказа и подстроимся под ваши нужды в плане сроков выполнения работ. Изготовление коленчатого вала – сложная технологическая операция. О точной стоимости работ и сроках изготовления вы можете узнать по телефону или через форму обратной связи.
Коленчатый вал это конструкция, короче много раз изогнутая железяка
Коленвал представляет собой расположенные на одной оси коренные шейки, соединенные щеками и шатунные шейки, количество которых определяется числом цилиндров. При помощи шатунов шейки коленвала соединены с поршнями.
В зависимости от того как расположены коренные шейки, коленвал бывает:
- полноопорный – если коренные шейки располагаются по обе стороны от шатунной шейки;
- неполноопорный – если коренные шейки располагаются только с одной стороны от шатунной шейки.
Большинство современных автомобильных двигателей оснащены полноопорными коленчатыми валами.
Основные элементы КВ
К основным элементам относятся:
- Коренная шейка – это главная часть узла, которая находится на коренных подшипниках (вкладышах), расположенных в картере;
- Шатунная шейка – соединяет коленчатый вал с шатунами. Смазываются шатунные механизмы через специальные масляные каналы. Шатунные шейки смещены в стороны;
- Щеки коленвала – соединяют коренные и шатунные шейки;
- Противовесы – уравновешивают вес поршней и шатунов;
- Передняя, фронтальная часть или носок – элемент механизма, оснащенный зубчатым колесом (шкивом) и шестерней, а в отдельных случаях еще и гасителем колебаний. Он контролирует мощность привода газораспределительного механизма (ГРМ) и других устройств;
- Задняя часть (хвостовик) – элемент механизма, соединенный с маховиком с помощью маслоотражающего гребня и маслосгонной резьбы, выполняет отбор мощности.
Тыльная и фронтальная стороны коленчатого вала уплотняются защитными сальниками, которые не допускают протекания масла в местах, где маховик выходит за пределы блока цилиндров.
Движение коленвала гарантируют подшипники скольжения, которые представляют собой тончайшие стальные вкладыши, со специальным антифрикционным слоем. Чтобы не допустить осевое смещение, существует упорный подшипник, устанавливаемый на коренную шейку (крайнюю или среднюю).
Материалы для изготовления
Коленчатый вал это трудяга, который подвергается действию сильных, быстроизменяющихся нагрузок. Показатели его надёжности определяются конструктивными особенностями и материалами, из которого он сделан.
У этого элемента двигателя, обычно, цельная структура. Так что материалы для его изготовления должны использоваться максимально прочные, потому что от этого зависит стабильная работа системы. Лучшие материалы ‒ углеродистая и легированная сталь и высокопрочный чугун.
Коленчатые валы изготавливают методом литья, ковки из стали, а затем их вытачивают. Заготовки производят горячей штамповкой или литьем.
Важный момент ‒ расположение волокон материалов в заготовке. Чтобы они не перерезались в процессе обработки, применяют гибочные ручьи. Когда заготовка изготовлена, её еще раз обрабатывают высокой температурой и освобождают от окалины.
Материал и технология производства зависит от класса и типа автомобиля.
- Для серийных моделей коленвалы производятся методом литья из чугуна. Это уменьшает себестоимость.
- Для дорогих спортивных моделей берут кованные стальные коленвалы. Такой вариант обладает рядом преимуществ по размерам, весу и показателям прочности, и все чаще используются в автомобилестроении.
- Для супердорогих двигателей изделие вытачивается из цельных стальных болванок. При этом приличная часть материала остается в отходах.
Конструктивные особенности
Теперь вы знаете, что кроме серийных, есть и спортивные коленвалы. Они дают возможность ускорить ход поршня в крайней точке сжатия, благодаря специальной форме шатунных шеек. У стандартного вала они круглые, а у спортивного ‒ немного вытянутые, за счет этого характеристики двигателя изменяются.
Многие автомобилисты считают, что по маркировке коленчатого вала можно узнать о его характеристиках. Это заблуждение – маркировка лишь номер в каталоге производителя, который используют для подбора запчасти. К свойствам изделия она не имеет отношения.
Поздравляю вас, господа. Теперь вы в курсе, что коленчатый вал это не только тяжелая железяка, но и незаменимая деталь, от которой зависит комфортная езда, ресурс двигателя и его узлов.
А ещё она обеспечивает многие устройств автомобиля крутящим моментом: трансмиссию, генератор, карданы, и так далее до колес.
Конечно рассказывать об этом своей любимой девушке не обязательно, а вот друзьям автомобилистам через социальные сети сообщите. Пусть тоже читают наш блог – будет много интересного.
Описание вкладышей коленвала
Все коренные и шатунные шейки коленвала имеют свои собственные размеры, речь идет о параметрах, которые принимают шейки после процесса шлифовки. Размеры этих элементов должны полностью соответствовать габаритам, которыми обладают ремонтные вкладыши коленвала. Соответственно, при покупке таких запчастей необходимо учитывать параметры своего транспортного средства, ведь каждый отдельный мотор имеет свои размеры.
К примеру, если вы являетесь владельцем классического автомобиля ВАЗ, то должны иметь в виду, что отечественные авто имеют четыре различных размера вкладышей. Это означает, что коленвал в принципе может быть расточен не более четырех раз. Также нужно учесть, что вкладыши коленвала имеют и наружный размер, который никогда не изменяется, а вот внутренний может регулироваться из-за увеличения толщины элементов.
Назначение вкладышей
По сути, коренные вкладыши коленчатого вала, вне зависимости от маркировки, выполняют роль подшипников, предназначенных для улучшения скольжения шатунов. Шатуны, как известно, предназначены для вращения коленвала под воздействием микровзрыва горючей смеси в камерах сгорания мотора. Поскольку элементы периодически изнашиваются, автомобилист должен своевременно выполнять их снятие и замену, что также должно сопровождаться расточкой вала.
Не секрет, что при работе двигателя внутренние узлы подвергаются высоким нагрузкам и скоростям вращения. Это означает, что мотору просто необходимо снизить трение, в противном случае агрегат может выйти из строя практически сразу. Чтобы показатель силы трения был значительно ниже, все необходимые компоненты внутри мотора функционируют в микронной пленке, которая является масляной.
Эта прослойка, которая обволакивает металлические компоненты агрегата, образовывается исключительно при достаточном давлении рабочей жидкости. В частности пленка всегда должна находиться между коренной шейкой коленвала и вкладышем, в результате чего показатель трения не такой высокий, как мог бы быть. Соответственно вкладыши, изготовление которых осуществляется из металла, представляют собой надежную защиту, которая позволяет повысить ресурс эксплуатации вала в целом.
Конструкция
Казалось бы, вкладыш коленвала — обычная деталь, но ее изготовление осуществляется с применением нескольких различных металлов.
Соответственно вкладыш состоит из нескольких слоев, которые мы рассмотрим ниже:
- изготовление первого слоя осуществляется из меди, ее процент может составлять от 69 до 75%;
- изготовление второго слоя осуществляется из свинца, его процент составляет от 21 до 25%;
- третий слой — олово, около 2-4%.
В целом общая толщина вкладыша составляет 250-400 микро. Следует отметить, что иногда для изготовления вкладыша применяется не медь, олово и свинец, а специализированный алюминиевый сплав. Маркировка в этом случае будет зависеть исключительно от производителя.
Виды
Что касается видов, то маркировка здесь будет зависеть от типа компонента.
В целом вкладыши для коленчатого вала подразделяются не несколько групп:
- Коренные. Вне зависимости от маркировки, коренные вкладыши выполняют сходные функции. Они монтируются между коленчатым валом и тем местом, где этот вал проходит через корпус мотора.
- Шатунные. Шатунные компоненты расположены непосредственно между шатунами и шейками вала.
В принципе вкладыши, как шатунные, так и коренные, производятся для каждого типа мотора, но все они различаются между собой по внутреннему диаметру. В зависимости от модели двигателя диаметры элементов будут различны, даже для одного двигателя. Как правило, разница в диаметре, то есть шаг, составляет 0.25 мм. Это значит, что размерный ряд деталей, составляется следующим образом: 0.25 мм, 0.5 мм, 0.75 мм и т.д.
Заливка подшипников
При заливке подшипников выполняют следующие операции:
- Обезжиривают подшипник в 10%-ном растворе каустической соды, нагретом до температуры 80—90°, а затем промывают его в горячей воде
- Удаляют старый баббит пламенем паяльной лампы. Во избежание выгорания составных элементов баббита пламя паяльной лампы нужно направлять на внешнюю, тыльную сторону подшипника. При этом условии старый баббит может быть использован для последующей заливки в смеси с новым баббитом. При большом объеме работ целесообразно применять другой способ удаления баббита, который заключается в том, что обезжиренный подшипник опускают в расплавленный баббит, имеющий температуру 450—470°, вследствие чего старый баббит выплавляется.
- Очищают поверхность подшипника от шлака и остатков баббита металлической щеткой, смазывают травленой соляной кислотой, нагревают с обратной стороны до температуры 300—350° и лудят третником. Чугунные подшипники заливают без полуды.
- Заглушают смазочные отверстия подшипника асбестом и устанавливают его в приспособление для заливки.Простейшее приспособление для заливки отдельных половин подшипника и толстостенных вкладышей показано на рисунке. Перед заливкой баббита приспособление и подшипник должны быть прогреты до температуры 120—150°.
Для тонкостенных вкладышей применяют центробежную заливку. Сущность этого способа заключается в том, что обслуженные вкладыши устанавливают в приспособление (рис. а), укрепленное в патроне станка или в специальном приборе с ручным приводом (рис. б) и приводят вкладыши во вращение с числом оборотов 600—800 в минуту. После этого через литник заливают определенную порцию баббита, который распределяется на поверхности вкладышей ровным плотным слоем. Центробежный способ заливки можно применять и для шатунов, заливаемых баббитом по телу нижней головки (автомобилей ГАЗ-ММ, ЗИС-5). Для этого шатун устанавливают в приспособление, шпиндель которого вращается в шарикоподшипниках от электродвигателя. Верхнюю головку шатуна надевают на палец диска, а нижнюю зажимают между двумя щеками (левой и правой). При установке шатуна левую щеку нужно перемещать винтом. Перед заливкой головку шатуна нагревают на 120—150°, затем включают электродвигатель и через литник в нижнюю головку заливают строго определенную порцию баббита.
Коренные подшипники, не имеющие вкладышей, заливают непосредственно в блоке с применением специального приспособления.
Температуру баббита при заливке определяют пирометром. При отсутствии пирометра готовность баббита к заливке можно определить погружением в баббит сухой сосновой лучинки (толщиной примерно 3 мм и шириной 10 мм), которая при нормальной температуре баббита буреет через 3 сек. и обугливается через 8—10 сек.
При длительной заливке для предупреждения выгорания баббита на его поверхность насыпают слой древесного угля (кусочки 4—5 мм без пыли).
- Проверяют качество заливки подшипника или вкладыша на звук. С этой целью подшипник подвешивают на проволоке и затем легко ударяют по нему металлическим предметом. При хорошей заливке звук будет чистый, металлический, а при плохом приставании баббита—дребезжащий. В последнем случае подшипник заливают вновь